Horizontal Mixing Chamber
Horizontal Mixing Chamber
American Made - Available Worldwide
The D&H Horizontal Mixing Chamber is an innovative solution to mixing asphalt, rubber, polymer, or any dry powder. It effectively inline blends both small batches to continuous large-scale production. The D&H design advantage includes greater consistency than high speed impellor mixing tanks and less air injection than vortex mixing systems, while providing enhanced assurance of complete coating.
General Specifications
- Proven to handle heavily-modified asphalt blending production rates from 10TPH up to 60TPH+ of continuous use
- 85 gallon, single-chamber, heat-jacketed chamber
- Two mixing stages featuring a combination of flighting, breaker bars, and mixing paddles
- 200rpm single-speed electric motor and gearbox
- Heat-traced with 2” high-density insulation
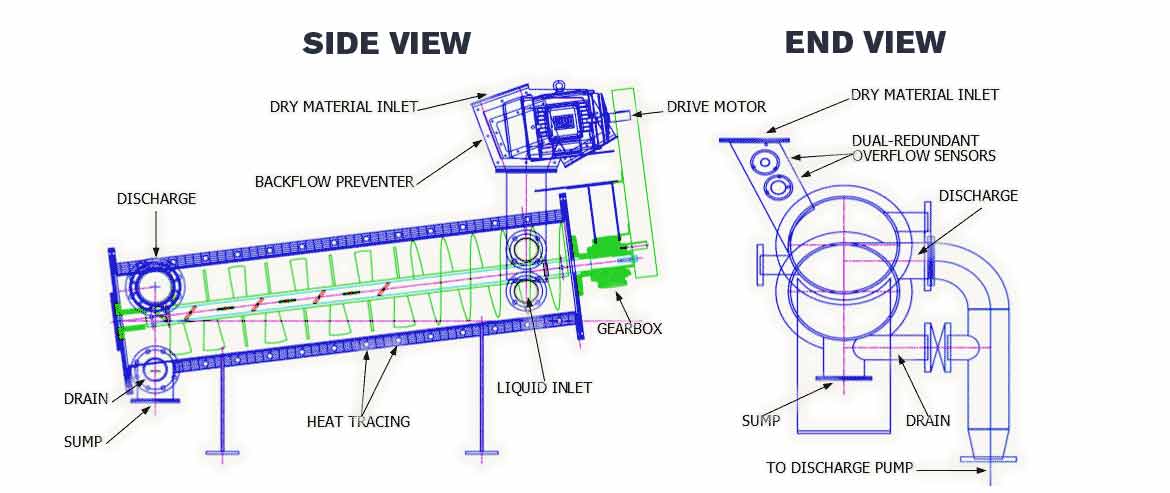
- Backflow preventative device with overflow and dual-redundant high-level safety switches
- 2” liquid inlet, 8” x 8” dry feed inlet, 6” outlet, 4” drain, and 6” sump to catch foreign metals
Advantages of the D&H Blending Solution Design
Greater Mixing Agitation and Coating of Rubber, Polymer, or any Dry Powder
- All product must pass completely through the mixing chamber
- Active mixing works with a wide range of production speeds
- Easily handles extremely highly-modified products (22% crumb rubber or 15%SBS)
- Less air injection and oxidation potential than vortex systems
Minimal Maintenance, Cleaning, and Equipment Downtime
- Average yearly cost of high-speed impellor maintenance is approximately $1,200
- Horizontal Mixer is extremely easy to completely drain and/or flush system clean
- Internal bushing on discharge side of auger eliminates any leaking from an auger seal
Safer and More Controlled System
- Not open to outside atmosphere
- Does not rely on gravity-fed discharge
- Product is mechanically fed through the system which does not allow froth to form on top of mixing product & any foaming/expansion is diverted downstream to larger storage tanks
In Polymer-Modified Blending Systems, It Can Be Wet & Delivered to the Mill Much Faster
- More efficient milling because the polymer has not had time to heat and soften
- When polymer reaches the mill, it has a greater tendency to cut/shatter than extrude









